Ball Mill Surface Finish Calculator
Surface Finish Calc Villa Machine Associates Inc

Sponsored Ebay Machine Shop Software Engine Lathe Bridgeport

G Wizard Cnc Mill Speeds And Feeds Calculator Cnc Router

Fly Cutter Ultimate Surface Finish Rewards Complete Guide

Drill Press Lathe Chuck Mount By Rorschach A Very Simple Little

Check Out Offer For Skf Double Strand Chains Https
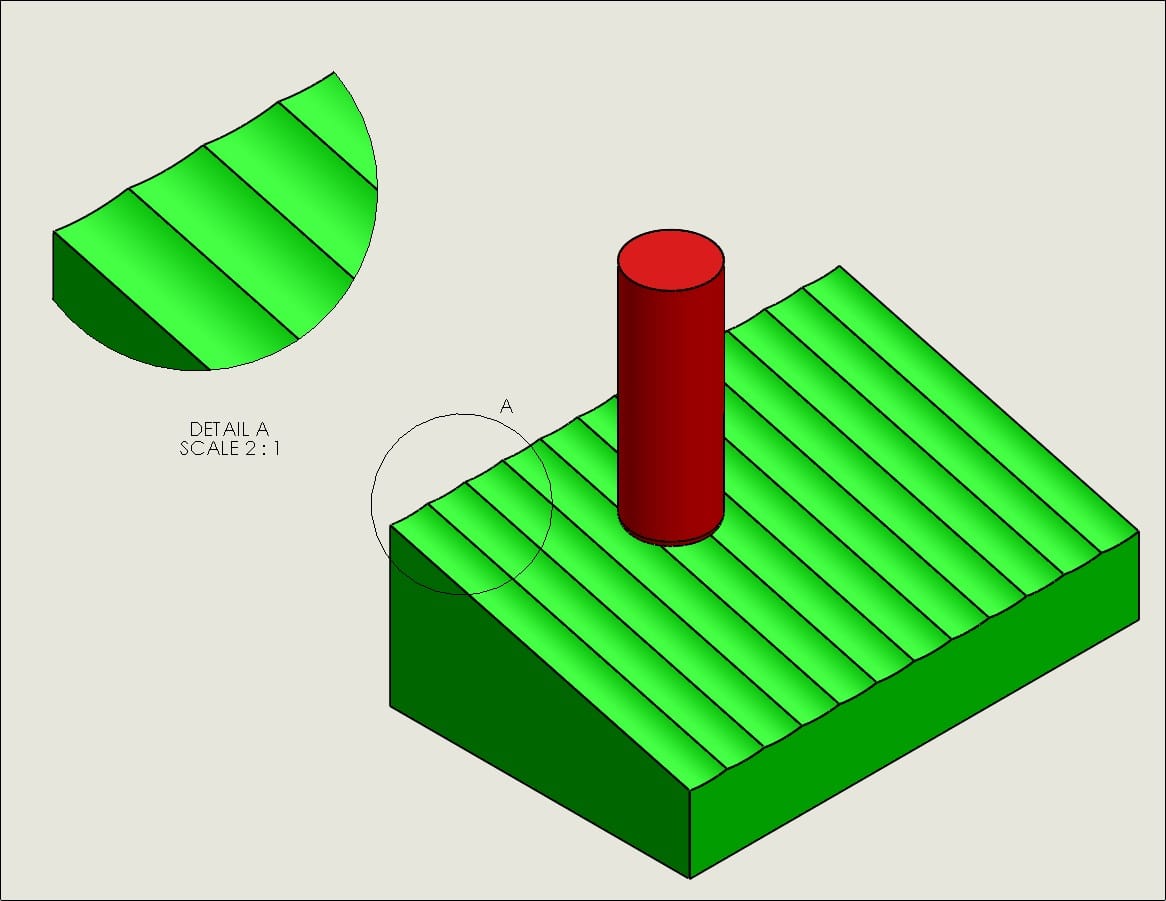
Milling step over distance calculator in many milling operations the cutting tool must step over and make several adjacent cuts to complete machining a feature.
Ball mill surface finish calculator. Speed and feed calculators ball mill finish calculator part spacing calculator g and m code characters standard end mill sizes standard drill. Force torque and power. Please fill out the form below with feeds and speeds that work for you and i will place them into a. Calculate tangential force torque and machining power for end milling applications.
As a result a small cusp of material called a scallop will remain between these cuts on any surrounding walls or on the machined surface if a ball end mill is used. Calculate surface finish when using a ball nose end mill. The ball mill finish calculator can be used when an end mill with a full radius a ball mill is used on a contoured surface. But it gets even better.
G spec balance formula. Calculations are based on the tool nose radius and feed per rev for turning or ball nose cutter diameter and stepover for milling. Ball nose milling without a tilt angle. The finish of the part will be determined by the height of the scallop amd the scallop will be determined by the stepover distance.
The purpose of the surface roughness application is to enable the user to calculate the correct amount of lathe feed or ball nose cutter stepover to achieve a particular theoretical surface finish. Surface finish calculator solution cusp height gives an idea of surface finish and is most accurate when applied to a flat surface by reducing the pitch of step over distance cusp height is reduced and a finer finish is produced if a desired cusp height is known the appropriate pitch can be calculated. Simply tell it you have a ballnosed endmill and the surface finish calculator appears at the bottom. Ball nose surface finish.
Ball nose end mills are ideal for machining 3 dimensional contour shapes typically found in the mold and die industry the manufacturing of turbine blades and fulfilling general part radius requirements to properly employ a ball nose end mill with no tilt angle and gain the optimal tool life and part finish follow the 2 step process below see figure 1. Give it a specific scallop height and it will tell you the stepover needed to achieve it as well as the resultant ra and rms surface finish. The tool radius on each side of the cut will leave stock referred to as a scallop.

Pin On Coastal Lighting

Antiqued Bronze Interlam Architectural Wall Panels Laminated

Bliss Kiss Simply Neat Miracle Mat Continue To The Product At

Hot Sale Mini Cnc Router Machine Buy Mini Cnc Router Machine

Hands On Review Brewfather App Recipe Formulation Calculators

Ball Nose Milling Strategy Guide In The Loupe

Pin By Saving American History On Minouette Piano Stool Stool

Baseboard Angle Blocks Baseboards Base Moulding Diy Plumbing

Nature Fuel Oil Press Machine Oil Expeller Press Olpressen I

Diamond Pattern Knurling Tool 1 2 Inch Shank With Images

Hot Sale Mini Cnc Router Machine Buy Mini Cnc Router Machine

Silver Starfish Earrings With Tentacle Texture By Rachel Jeffrey

Pin Di Shiny

Shore Hap Tuch Stricken Stricken Tucher
